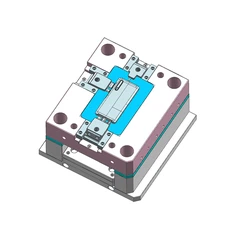




Exigences de base du produit et positionnement technologique
Pour créer des joints de câble efficacement pour les industries électroniques, de l'automobile et de l'appareil domestique, cette solution utilise un {{0}}} ou une structure de moule à froid à froid. Le noyau est en acier de moule S136 (traité à la chaleur en HRC 48-52) et le cadre de moule est en acier p2 0. Avec une machine à moulage par injection à haute tonnage et un système de manipulateur automatisé, cette solution atteint les objectifs de production d'être extrêmement précis, extrêmement efficace et nécessitant une intervention humaine minimale, et répond aux exigences strictes de l'industrie pour la production de joints de câble. Le cadre de moisissure est en acier P20, combiné avec une machine à moulage par injection à haute teneur et un système robotique automatisé, pour atteindre une précision ultra-élevée, une efficacité ultra-élevée et une faible intervention manuelle, pour répondre aux exigences strictes de l'industrie sur les joints de câble en termes de tolérance dimensionnelle (± 0,05 mm), finition de surface (RA moins ou égale à 0,4 μM) et à la consistance de lot.

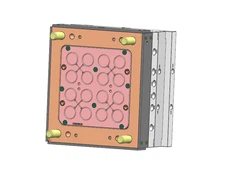
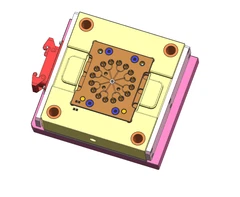
128- Conception de moisissure de cavité
La conception de la cavité 128- permet la production de 128 joints de fil dans un seul cycle d'injection, améliorant considérablement l'efficacité de production. Les moules traditionnels ne produisent généralement que 1 ou 2 joints par cycle, mais avec notre moule de joint métallique, la production de production est considérablement augmentée, réduisant les temps de cycle et améliorant la productivité globale.
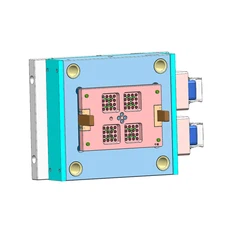
Conception du système de moisissure et technologies clés Core et surface de séparation de moisissure
Conception Le noyau de la moisissure est en acier à outils S136, qui est couché sous vide et trempé deux fois pour le rendre difficile (HRC 48-52) et résistant à la corrosion. Cela le rend adapté à une utilisation avec des environnements de vulcanisation en caoutchouc de silicone liquide (LSR).
La cavité est conçue en utilisant la modélisation 3D et la compensation de rétrécissement en silicone (1,5% -2. 0%), avec le terrain de précision de surface de séparation (planéité inférieure ou égal à 0. 005 mm) et recouvert de nitrure de titane (TIN) pour améliorer les performances de démolition.
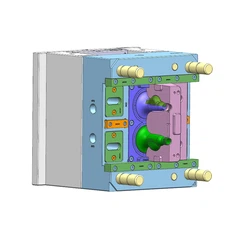
Conception du système de coureur froid
La conception du système Cold Runner est composée de plusieurs étapes, ce qui garantit que les 128 cavités sont remplies de la même manière. Et la pression est maintenue à un niveau inférieur à 5% (ΔP) afin que des problèmes comme Flash et Short Shot ne soient pas causés. La conception du coureur est mieux en utilisant la simulation Moldflow, ce qui garantit que la température à l'avant de l'écoulement ne dépasse pas 3 degrés. Cela signifie également que le cycle ne dépasse pas 40 secondes.
FAQ
Q: Contrôle de la qualité?
R: Nous avons une personne QC sur les lignes de production pour effectuer l'inspection. Tous les produits doivent avoir été inspectés avant la livraison. Nous effectuons une inspection en ligne et une inspection finale.
1. Toutes les matières premières vérifiées une fois qu'elle arrive notre usine.
2. Tous les pièces, logos et tous les détails vérifiés pendant la production.
3. Tous les détails d'emballage vérifiés pendant la production.
4.Toute la qualité de la production et l'emballage ont vérifié l'inspection finale par manuel après la fin.
étiquette à chaud: Moule de joint métallique, fabricants de moisissures de joint métallique en porcelaine, fournisseurs, usine, outillage LSR de logement en silicone, Outillage en caoutchouc en silicone moulé, Moule LSR pour les bouchons médicaux, outil pour le silicone en platine, pièces surmouillées en silicone, Moule LSR pour les joints LED





